

According to a survey by McKinsey business consulting, only about 1 percent of the data occurring in production is used in a purposeful manner. Consequently, a vast potential yet remains to be unleashed, if we are to believe the decision makers from Germany, Japan and the USA who were interviewed by McKinsey.
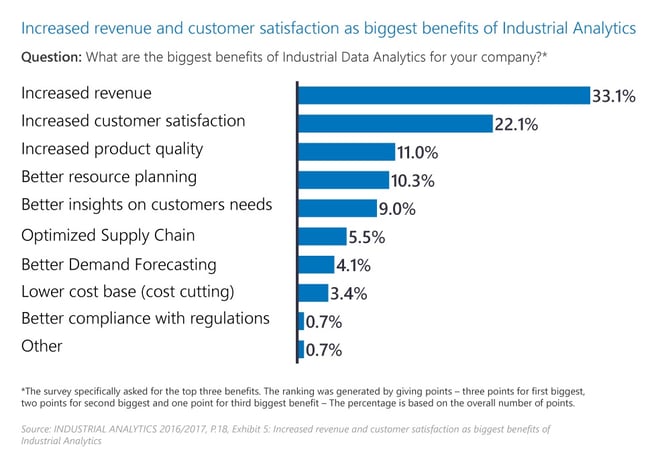
In Industry 4.0, however, the topic of Industrial Analytics is gaining momentum. The entry and use of production data throughout the value chain is essential for this. As reported in a recent study of the Digital Analytics Association, many companies are still having difficulties in capturing and evaluating machine data. However, most of them acknowledge that this will become a core discipline over the next five years. In addition to an increase in sales, they expect higher customer satisfaction and better product quality.
What about the old machines?
First examples in the field have shown that many food companies have set the course, networking their production and packaging machines and docking them to their ERP systems. But what about older machines which are still in use? Can they communicate with the ERP system via the interfaces without difficulty in order to retrieve the production data? Or is the fourth industrial revolution terminal not for older machines? The latter option would be a big financial loss, in particular for medium-size enterprises.
“In many cases, this concern is unfounded, at least from an ERP point of view,” says Dr. Peter Schimitzek, chairman of the board of directors of CSB-System AG. He is one of the software pioneers of the industry. This is good news for food manufacturers, as the possibility of a retrofit instead of an entirely new acquisition of equipment is a decisive factor for the acceptance and introduction of Industry 4.0 solutions.
“It is essential that the software architecture of the ERP system permit the integration of any type of machine control, which in turn has to admit external data access.” The ERP software by CSB-System, for instance, has specifically programmed machine-specific communication drivers that transfer data to the machine and import data from the machine. “With this communication layer, every machine behaves in the same way for the ERP system. This means, the integration of a machine and the processing or evaluation of the machine data is standardized.”
More decision intelligence for dairy company
An example from the field: a medium-size dairy company recently has implemented a control station solution that will be expanded gradually. This enables the company to optimize the overall equipment effectiveness of its machine and equipment, as the solution provides real-time data about the current capacity utilization and performance of machines and equipment. This data in turn serves as decision basis for the executive and production management. Bottlenecks, standstills, poor machine performance and insufficient capacities can be identified early on. Executive management, production management and the staff at the line equally benefit from this “decision intelligence”.
Of course, modern machine control systems are equipped with the required interfaces so that the CSB software has read and/or write access to the machine. Even older machines can usually be upgraded with an interface. Only in some individual cases, the control unit of the machine, that is the PLC (programmable logic control), needs to be replaced.
The administration expenses for the interfaces following a release change are rather manageable, as stated by Dr. Schimitzek. “The reason for this simply is that the machine connection is established through our communication driver. The CSB internal interface to this communication driver has been standardized for over 30 years and captured in the actual ERP processes. Thus, a release change of our ERP system has no impact on the machine connection. We have created our own standard.”
Let the fourth industrial revolution come - for also older machines can be digitized.
